
قالب گیری دمشی
قالبگیری بادی (دمشی) (Blow Molding) – بخش دوم: پلاستیک های مناسب و مزایا و معایب قالب گیری دمشی
در بخش اول مقاله قالبگیری بادی (دمشی) و انواع فرایندهای آن معرفی شد. به عبارتی قالب گیری دمشی عبارت از شکل دهی به روده مذاب پلاستیکی، که در قالب قرار گرفته، با دمیدن هوا در آن است و با سه روش اکستروژن، تزریقی و تزریقی کششی انجام می شد. در بخش دوم مقاله، نخست پلاستیک هایی که برای این نوع قالب گیری مناسب هستند و در ادامه مزایا و معایب قالبگیری بادی (دمشی) را بررسی می کنیم.
انتخاب پلاستیک مناسب برای فرایند قالب گیری دمشی
یک پلاستیک چه ویژگی هایی باید داشته باشد تا برای این نوع قالب گیری مناسب باشد؟
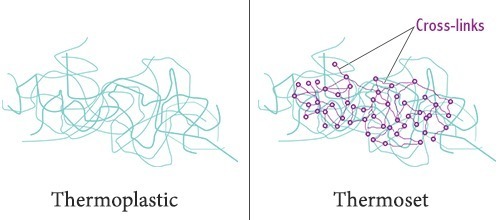
برای پاسخ به این سؤال در ابتدا لازم است با دو مفهوم ترموپلاستیک و ترموست آشنا شویم. پلیمرها بر اساس نوع رفتارشان در برابر حرارت، به دو دستۀ ترموپلاستیک و ترموست تقسیم می شوند. ترموپلاستیک ها یا گرمانرم ها، گونه ای هستند که بر اثر حرارت، نرم و ذوب شده و در صورت سرد شدن می توانند دوباره به حالت جامد برگردند (این کار را می توان بارها انجام داد). اما در ترموست ها یا گرماسخت ها بر اثر حرارت، واکنش شیمیایی رخ می دهد که سبب می شود بین زنجیرهای پلیمری اتصالات عرضی (cross-links) برقرار و ماده سفت شده، قابلیت ذوب شدن و در نتیجه فرایند پذیری خود را از دست بدهد. بر همین اساس است که در فرایندهای شکل دهی پلاستیک ها از ترموپلاستیک ها استفاده می شود؛ فرایندهایی چون قالب گیری دمشی، قالب گیری تزریقی، قالب گیری فشاری و … . به عنوان مثال نایلون، پلی کربنات، پلی اتیلن، پلی پروپیلن و پلی بوتیلن، ترموپلاستیک و اپوکسی، پلی ایمید و آلکیدها، ترموست هستند.
در بین خانواده بزرگ ترموپلاستیک ها، پلی الفین ها، به سبب ویژگی هایشان، در انواع فرایندهای شکل دهی، از جمله قالب گیری تزریقی، اکستروژن ورق، اکستروژن پوششی و به طور خاص در قالب گیری دمشی، استفاده می شوند. مزیت رزین های پلی الفینی شامل فرایند پذیری، چقرمگی و مقاومت شیمیایی خوب، وزن سبک و قیمت نسبتاً ارزان تر از سایر پلاستیک ها هستند. علاوه بر این، خواص پایه پلی الفین ها را می توان به طیف گسترده ای از خواص مورد نظر تبدیل کرد. این مواد می توانند به همراه پلیمرهای گوناگون دیگری اکسترود شوند. برای مثال، اتیلن وینیل الکل (EVOH) و نایلون برای تولید ظروف چند لایه با خاصیت مانع نفوذ گازها استفاده می شود. پلی الفین هایی که در قالب گیری دمشی کاربرد دارند عبارت از LDPE ،LLDPE ،MDPE ،HDPE، اتیلن کوپلیمر مانند اتیلن وینیل استات (EVA)، پلی پروپیلن و پروپیلن کوپلیمر هستند. [2]
حوزه عمده کاربرد پلی الفین ها در فرایند قالب گیری دمشی به شرح زیر است:
- بسته بندی محصولات غذایی، مواد شوینده، مواد آرایشی و مراقبت شخصی
- قطعه های وسایل نقلیه، مانند تانک سوخت، بطری روغن، مجاری هوا و پشتی صندلی
- محصولات مصرفی، مانند اسباب بازی ها، لوازم خانگی و کالاهای ورزشی

در ادامه پاسخ به این پرسش، مفهوم گرید را بررسی می کنیم.
گرید (Grade)
پلاستیک ها بر اساس نوع کاربرد به وسیله گرید، تقسیم بندی می شوند. در واقع گرید نشان می دهد یک پلاستیک چه خواصی دارد و برای چه کاربردی مناسب است. برای نمونه در جدول2، تفاوت خواص و کاربرد چند گرید از پلی اتیلن، دیده می شود:
جدول 1- تفاوت خواص و کاربرد چند گرید از پلی اتیلن سنگین [2]
| گرید | خواص | کاربرد |
| BL3 | دانسیته و سفتی بالا، ESCR خوب | قالب گیری دمشی؛ بطری ها، ظروف تا سقف 5 لیتر، بسته بندی اقلام دارویی و سورفکتانت |
| I4 | بسیار راحت جاری می شود، دانسیته، سختی و سفتی بالا، | تزریق؛ لوازم سبک وزن خانگی، قطعات یک بار مصرف، قطعات پیچیده |
| EX3 | چقرمگی خوب، نقطه ژل پایین، استحکام پارگی خوب، سفتی و چسبندگی خوب، جرم مولکولی بالا | فیلم؛ فیلم ها و ورق های بسته بندی |


هم چنین در دو جدول زیر نیز خواص فیزیکی و مکانیکی چند گرید از پلی اتیلن سنگین و پلی پروپیلن آورده شده است.
جدول 2– خواص فیزیکی و مکانیکی گریدهای مختلف پلی اتیلن سنگین [2]
| ISO | 1183 | 1133 | 179/1eA | 527 | 868 | |
| گرید | فرایند | دانسیته (KJ/m2) | (MFI (190°C/5kg و (gr/10min) | استحکام ضربه (KJ/m2) | تنش تسلیم (MPa) | سختی (Shore D) |
| BL2 | قالب گیری دمشی | 0/944 | 1/1 | 11 | 22 | 60 |
| EX3 | لوله | 0/948 | 0/22 | 25 | 23 | 62 |
| I4 | تزریق | 0/954 | 4 | 3 | 26 | 62 |
| EX4 | فیلم | 0/956 | 0/28 | – | 27 | 60 |

جدول 3– خواص فیزیکی و مکانیکی گریدهای مختلف پلی پروپیلن [3]
| ASTM | D1238 | D256 | D790 | D638 | |
| گرید | فرایند | (MFI (230°C/2.16kg و (gr/10min) | استحکام ضربه ایزود شکاف دار (J/m) | مدول خمشی (MPa) | کرنش تسلیم (%) |
| HP432C | قالب گیری دمشی | 0/3 | 200 | 1350 | 34 |
| RP344R | قالب گیری دمشی | 25 | 55 | 1100 | 10 |
| HP500P | تزریق | 17 | 30 | 1550 | 12 |
| HA701T | تزریق | 45 | 28 | 2050 | 6 |

همان گونه که در جدول های بالا مشخص است، برای فرایند شکل دهی پلاستیک ها از گریدهای مختلف استفاده می شود.
مزایا و معایب قالب گیری دمشی
قالب گیری دمشی مانند روش های دیگر شکل دهی پلاستیک ها، مزایا و معایب خاص خود را دارد که به صورت گذرا در مقاله قبل به برخی از آن ها اشاره شد. در جدول زیر این مهم به طور کامل تری بررسی شده است:
جدول 4– مزایا و معایب فرایندهای قالب گیری دمشی [1]
| فرایند | مزایا | معایب |
| اکستروژن | ابزارآلات ارزان تر (30-40%) | بهره وری پایین |
| اکستروژن | سرعت تولید بالا | ضایعات زیاد (5-40%)، به ویژه در ظروف با حجم کم |
| اکستروژن | امکان تولید ظروف با دسته توخالی و دهانه گشاد | احتمال وجود خطوط حدیده یا اکسترودر در محصول |
| اکستروژن | قابلیت اکسترود کردن هم زمان چند ماده | محصول نیاز به پلیسه گیری دارد |
| اکستروژن | قابلیت کنترل وزن؛ ایده آل برای نمونه سازی | احتمال رخ دادن پدیده “تورم حدیده” |
| تزریقی و تزریقی کششی | بهره وری بالا (93-98%) | ابزارآلات گران تر |
| تزریقی و تزریقی کششی | ضایعات کم تر از یک درصد | محدودیت در تولید ظروف با حجم زیاد |
| تزریقی و تزریقی کششی | کنترل بهتر ضخامت دیواره قطعه | محدودیت در تولید ظروف با دهانه گشاد |
| تزریقی و تزریقی کششی | نیاز به پلیسه گیری ندارد | تولیدکننده کنترل کامل بر پروفایل دما ندارد |
منابع:
[1]. Samuel L.Belcher, practical guide to injection blow molding, CRC publication, 2007
[2]. http://v1.petrochem-ir.net/en/product/polymers?page=hdpe.htm
[3]. http://www.jppc.ir
گرد آورنده: حمیدرضا طیاری


{kind=link}
{kind=link}
{kind=link}