مقدمه
در مقاله گذشته به بررسی کلی قالبگیری چرخشی (دورانی)، تفاوتها و مزایای آن نسبت به سایر روشها و یک مکانیزم کلی از این روش پرداخته شد. حال باید با جزئیات بیشتری بررسی کرد که این روش چگونه اجرا میشود و چه تجهیزات و قالبهایی برای استفاده از آن لازم است. در این مقاله ساز و کار این روش، تجهیزات و ابزار مورد نیاز و قالبهای مورد استفاده بررسی خواهد شد.
ساز و کار روش قالبگیری چرخشی
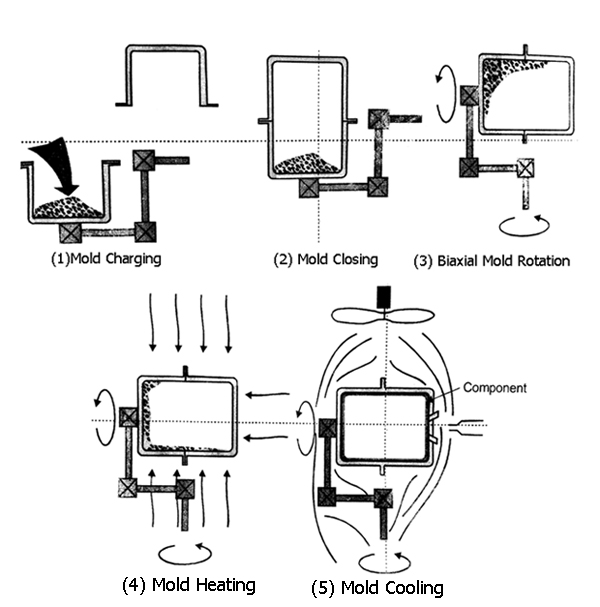
شش مرحله در فرآیند قالبگیری چرخشی وجود دارد:
1. قالب یا حفره توسط پودر پلیمر، برای مثال پودر پلیاتیلن، پر میشود. این مرحله Charging the Mold نامیده میشود.
 شکل 1. توزین پودر پلیالفین
شکل 1. توزین پودر پلیالفین2. نیمه قالبها با پیچ و مهره به هم وصل میشوند. برای قطعات کاملاً محصور، کل قالب از فلز هادی حرارتی ساخته میشود. همچنین برای قطعاتی که یک یا هر دو طرفشان باز است، از پوشش عایق برای پوشاندن قالب استفاده میشود.
 شکل 2. پر کردن قالب
شکل 2. پر کردن قالب3. قالب پرشده در یک آون با حرارت بالا قرار داده میشود که همزمان تحت چرخش توسط دو صفحه در دو محور عمود بر هم قرار دارد.
 شکل 3. تنظیم حرکت بازوهای چرخاننده صفحات
شکل 3. تنظیم حرکت بازوهای چرخاننده صفحات4. در طول این فرآیند گرمایشی/چرخشی، رزین ذوب میشود و سپس با چسبیدن به دیوارهها توسط نیروی گریز از مرکز، شکل توخالی قالب را به خود میگیرد.
5. وقتی که تمام پودر به یک لایه همگن روی دیواره حفرههای قالب تبدیل شد، ترکیبی از هوا و آب در یک محفظه خنککننده برای سرد کردن آرام قالب استفاده میشود.

6. قالبها از محفظه سردکننده خارج میشوند و محصول از قالب جدا میگردد.

هربار پس از اتمام کار، قبل از آن که مراحل 1 تا 6 بار دیگر تکرار شود، لازم است که از بابت عدم وجود رطوبت روی دیواره قالب، اطمینان حاصل شود. ساز و کار فوق را میتوان در شکل زیر مشاهده کرد.
 شکل 6. ساز و کار روش قالبگیری چرخشی
شکل 6. ساز و کار روش قالبگیری چرخشیقالبهای مورد استفاده در قالبگیری چرخشی
از آنجا که نیروی بسیار کمی در فرآیند چرخشی اعمال میشود و هیچ هستهای برای خنکسازی نیاز نیست، از قالبهای ساده استفاده میشود. همین سادگی باعث کاهش قیمت قالبهای چرخشی در مقایسه با قالبهای تزریقی یا دمشی میشود. معمولاً بهطور استاندارد از قالبهای دو تکه استفاده میشود، اما گاهی لازم است برای تسهیل در امر شکلدهی، قالب سه تکه مورد استفاده قرار گیرد. قالبها میتوانند بهسادگی یک جسم کروی باشند و یا میتوانند با حضور لوازم جانبی مثل زیر برش، دنده و سوزن، به قالبهای پیچیدهتری تبدیل شوند. انتخاب قالبهای چرخشی، به اندازه، شکل ظاهری و سطح دو انتهای ماده مطلوب بستگی دارد.
انواع قالبها
مهمترین ویژگی یک قالب چرخشی این است که باید سطح داخلیاش کاملاً غیر متخلخل باشد. قالبهای ریختهگری آلومینیومی، قالبهای بهمراتب مورد استفادهتری در صنعت شکلدهی چرخشی هستند. بیشتر محصولات کوچک یا متوسط، توسط قالبهای ریختهگری آلومینیومی تولید میشوند. آلومینیوم شاخصههای حرارتی خوبی دارد و برای مواقعی که چندین قالب در اندازههای یکسان مورد نیاز است، مفید واقع میشود. تنها نقطه ضعف آلومینیوم میتواند تخلخلپذیری بالا و آسیبپذیری آن باشد.
قالبهای صفحهای فلزی برای قطعات بزرگتر مناسب است. این قالبها بهآسانی ساخته میشوند و در بسیاری از موارد، تنها نیاز به جوشکاری دارند. این قالبها برای مواقعی مفیدند که نیاز به تنها یک قالب تکی بزرگ وجود دارد. سایر قالبها مثل قالب نیکل الکترومغناطیسی، یک محصول نهایی با جزئیات بسیار دقیق تولید میکند. همچنین قالبهای Vapor-formed محصولاتی با جزئیات بسیار دقیق ارائه میدهند؛ با این تفاوت که قیمت بیشتری نسبت به نوع قبلی دارند. همچنین قالبهای دیگری مثل قالب ماشینی CNC و قالبهای کامپوزیتی با پوششهای حرارتی نیز استفاده میشوند. جدول 1 لیستی از هدایت حرارتی مواد مورد استفاده در قالبهای چرخشی را ارائه میدهد.
جدول 1. هدایت حرارتی فلزهای مورد استفاده در قالبهای چرخشی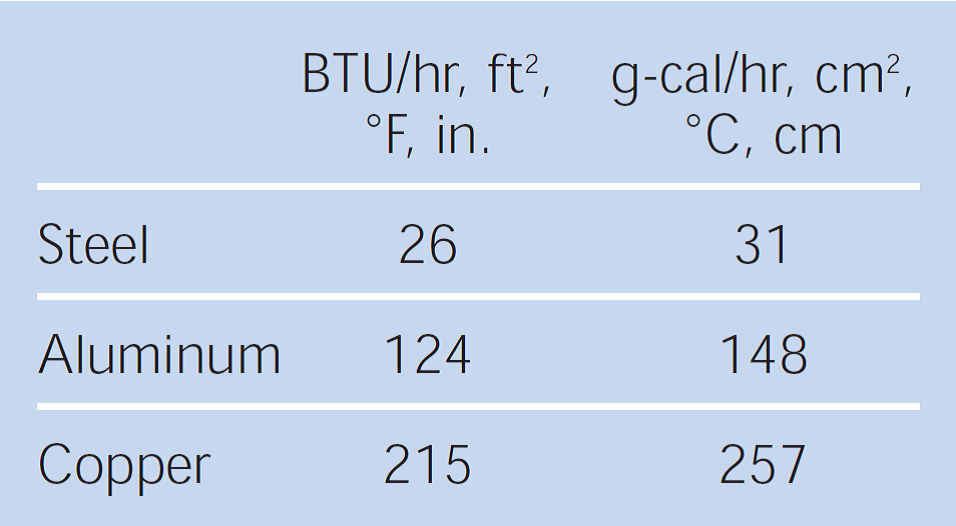
نصب قالب
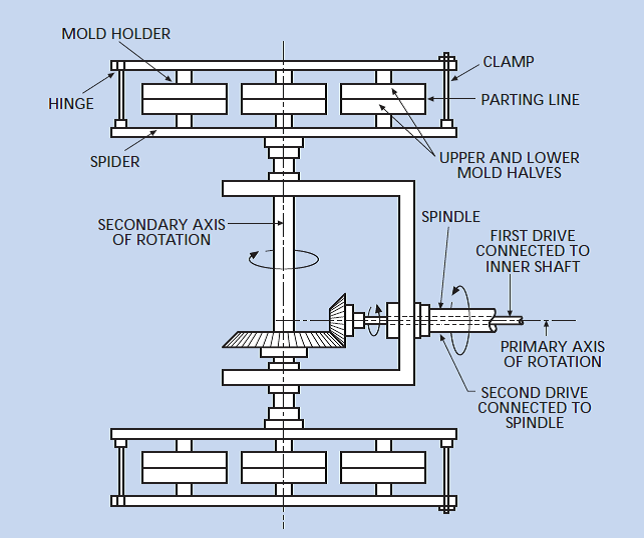
قالب باید روی بازوی ماشین قالبگیری چرخشی نصب شود. قالبهای صفحهای بزرگ فلزی بهسادگی با پیچ و مهره یا گیره نصب میشوند. برای قالبهای آلومینیومی از سیستمی تحت عنوان عنکبوت یا Spider بهجهت نصب چندین قالب کوچک یا متوسط روی یک بازو استفاده میشود. اسپایدر شامل چندین بازو یا پایه است که به هرکدام یک قالب نصب میشود و برای نصب هر قالب معمولاً از پیچ و مهره استفاده میشود. این وسیله دارای یک بخش مرکزی است که به بازوی ماشین متصل میشود. این طراحی باعث میشود که 24 تا 36 قالب به قسمت مرکزی متصل شود. اسپایدر یا قالب ورقهای بزرگ فلزی میتواند بهسادگی توسط جرثقیل برداشته شود.
تجهیزات قالبگیری چرخشی
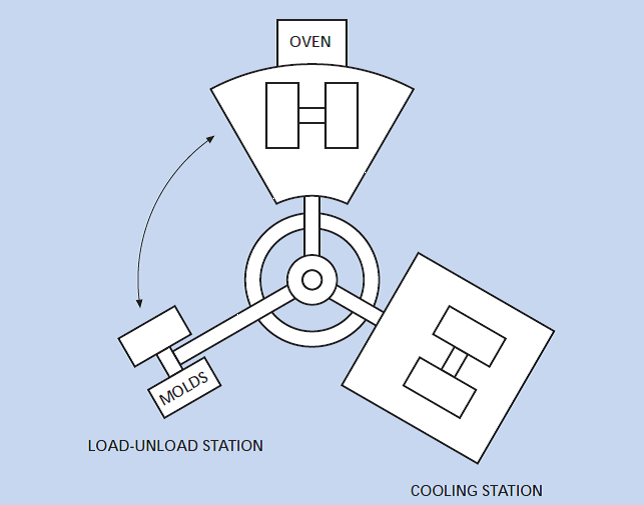
تجهیزات مورد استفاده در قالبگیری چرخشی، ساده اما متنوعند (شکل 7). رایجترین نوع این ماشینها، ماشین چند اسپیندل (multiple-spindle) یا چرخ و فلکی (carousel) است. ماشینهای carousel عمدتاً چرخی شکل هستند. اسپیندلها که گروهی از قالبهای کوچکتر یا یک قالب بزرگ را حمل میکنند، به یک توپی اصلی متصل میشوند. بیشتر carouselها در چرخیدن یک دور کامل دایرهای، آزادی عمل دارند.
همچنین carousel شامل یک جایگاه گرمایشی یا آون و یک مرکز سرمایشی است. در بسیاری از موارد هم دارای یک محفظه بسته و جایگاه بارگیری و تخلیه است.
 شکل 8. ماشین carousel
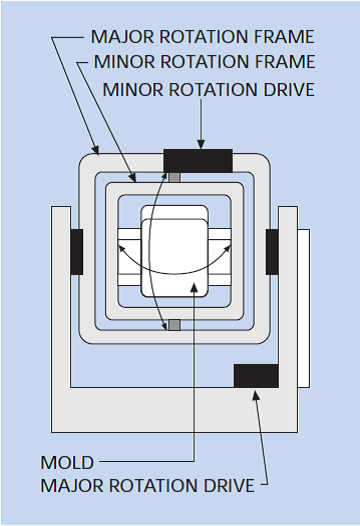
شکل 8. ماشین carouselماشینهای شاتلی (Shuttle-type machine) (شکل 9) اغلب برای قالبهای بزرگتر استفاده میشوند. یک قاب برای نگه داشتن قالب، روی یک تخته قابل حرکت نصب شده است. درون تخته، چند موتور برای چرخاندن قالب در دو محور استفاده میشود.
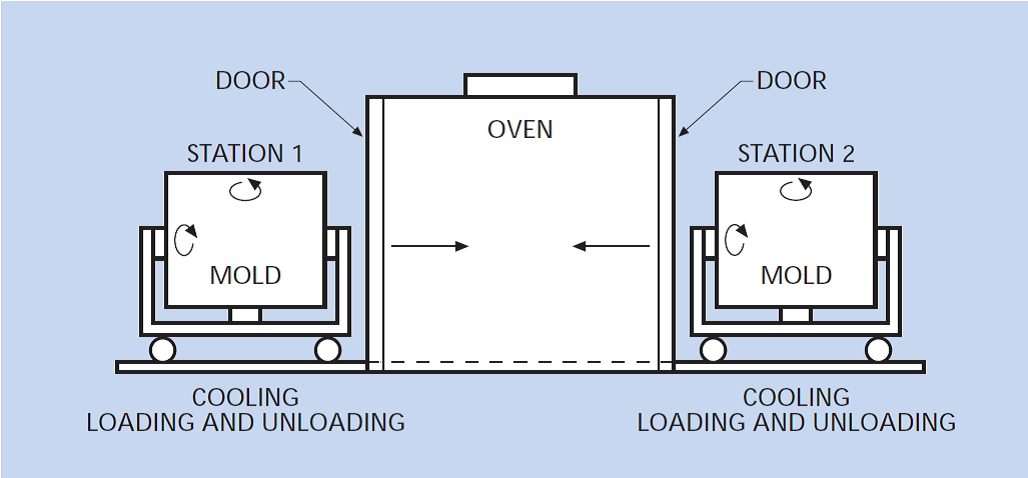
تخته روی ریلی است که به قالب و تخته اجازه ورود و خروج از آون را میدهد. پس از اتمام سیکل گرمایشی، قالب وارد یک جایگاه باز سرمایشی میشود. یک تخته با یک قالب هم از جهت مخالف وارد آون میشود.
ماشین کشویی (clamshell) (شکل 10) از یک آون بسته استفاده میکند که میتواند بهعنوان جایگاه سرمایشی هم عمل کند. این ماشین تنها یک بازو دارد و جایگاه گرمایشی، سرمایشی و بارگیری و تخلیه در یک مکان قرار دارند. انواع دیگر تجهیزات شامل open-flame و rock-and-roll هستند.

جدیدترین تجهیز قالب چرخشی، تکنولوژی قالب کامپوزیت Wytkin یا CMT (Composite Mold Technology) است که در آن قالب بهطریق الکتریکی گرم و به وسیله هوا سرد میشود (شکل 11).
در مقاله بعد بهعنوان سومین بخش مقاله قالبگیری چرخشی، به بررسی ماده رزین مورد استفاده در این روش شکلدهی پرداخته می شود.
گردآورنده: حسین چیانی