فیلمهای پلیپروپیلن بهدلیل ویژگیهایی مانند شفافیت، براقیت، پایداری ابعادی، استحکام، ممانعت در برابر رطوبت و فرآیندپذیری، بهطور گسترده در بستهبندی و سایر کاربردها استفاده میشوند. ریختهگری و دمش فیلم دو روش اصلی برای تولید فیلمهای پلیپروپیلن هستند. دمش فیلم، روشی سریعتر و مقرونبهصرفه برای تولید فیلم است، در حالی که روش ریختهگری فیلم معمولاً از نظر تنوع ضخامت و شفافیت، فیلم با کیفیت بهتری تولید میکند. این فیلمها کمتر از 3 میلیمتر ضخامت دارند و دارای کاربردهای فراوانی هستند. در بخش بعد در مورد تولید و کاربرد این فیلمها توضیح داده میشود.
1. فیلمهای ریختهگری (cast films)
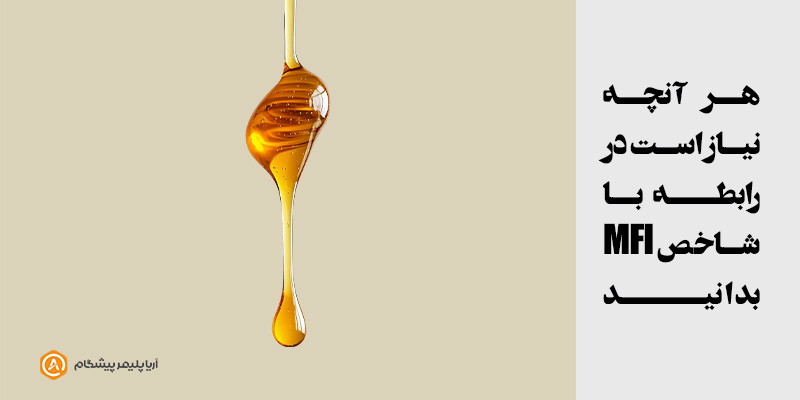
خط ریختهگری فیلم پلیپروپیلن در شکل 1 نشان داده شده است. مذاب پلیمری از طریق یک قالب مسطح مستطیلی (T شکل) اکسترود میشود و روی یک رول یا در حمام آب، سرد میشود. مذاب پلیمری تحت یک میدان جریان غالباً کششی در ناحیه بین قالب و رول سرد قرار میگیرد. این کشش باعث ایجاد برخی جهتگیریها در مولکولهای پلیمری درون فیلم میشود.
 شکل 1. خط تولید فیلم پلیپروپیلن ریختهگری [1]
شکل 1. خط تولید فیلم پلیپروپیلن ریختهگری [1]
یکی از ویژگیهای مهم فیلمهای ریختهگری، نرمی آنهاست. هموپلیمرها و کوپلیمرهای تصادفی (Random) در تولید فیلمهای ریختهگری قابل استفاده هستند. پلیپروپیلن ریختهگری (CPP) یک فیلم تکمحور تقریباً جهتدار است که در برابر ضربه و در دماهای پایین مقاومت زیادی دارد. این فیلمها را میتوان با سرعت بستهبندی بالا همراه با خواص لغزش (Slip) و آنتی بلاک خوب و با انعطافپذیری بالاتری در مقایسه با سایر فیلمها استفاده کرد. این فیلمها بهندرت بهصورت تک لایه مورد استفاده قرار میگیرند و اغلب بهصورت لمینت روی فیلمهای دیگر اعمال میشوند. فیلمهای ریختهگری پلیپروپیلن به محصولاتی مانند کیسهها، محافظهای صفحه، نوارها و برچسبهای حساس به فشار تبدیل میشوند. پس از عبور از رول سرد، فیلم CPP بهدستآمده را میتوان در معرض مراحل پردازش ثانویه مانند کشش دو محوره قرار داد. پردازش ثانویه کمک میکند تا خواص مورد نظر مصرف نهایی را ایجاد کند. برای فیلمهای پلیاولفینی، اگر فیلم سطح قابل چاپی داشته باشد، ممکن است یک مرحله اصلاح شعله به مراحل پردازش ثانویه اضافه شود. این اصلاح، امکان چسبندگی بهتر به جوهرها و پوششها را فراهم میکند [1].
2. فیلمهای جهتدار
جهتگیری زنجیرههای پلیمری بسیاری از خواص آنها، بهویژه خواص مکانیکی، نوری، ضربهای، ممانعت در برابر گازها و رطوبت را افزایش میدهد. بهمنظور ایجاد جهتگیری در زنجیرههای پلیمری، فیلمهای تولیدشده باید در جهتی کشیده شوند. فیلمهای جهتدار شامل دو دسته تک محور و دو محور هستند که بهترتیب در یک یا دو جهت کشیده میشوند.
1.2. فیلمهای جهتدار دو محور پلیپروپیلن (Biaxially oriented polypropylene)
جهتگیری دو محوری در فیلمها اهمیت ویژهای دارد؛ بدین صورت که امکان تولید لایههای نازکتر با خواص مکانیکی، نوری، مقاومت در برابر رطوبت و گازها و در صورت نیاز، توانایی جمع شدن (shrink) در هنگام گرم شدن مجدد را فراهم میکند. جهتگیری دو محوره دارای مزیتی است که این افزایش خواص را در دو جهت داراست و از هرگونه ضعف در جهت عرضی جلوگیری و امکان تولید لایههای نازکتر با خواص مکانیکی و نوری را فراهم میکند [2].
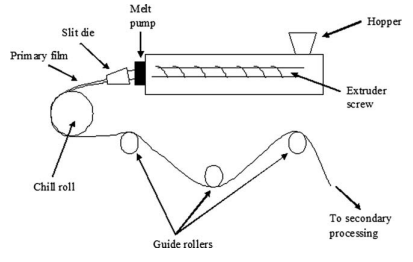
 شکل 2. کشش فیلم در دو جهت
شکل 2. کشش فیلم در دو جهت
پرکاربردترین فرآیندهای جهتگیری دو محوره برای فیلمها، دمیدن فیلم لولهای و تنترینگ یا جهتگیری دو محوری فیلم ریختهگری (CPP) است.
فرآیندهای جهتگیری دو محوره برای PP
الف) اکستروژن فیلم لولهای
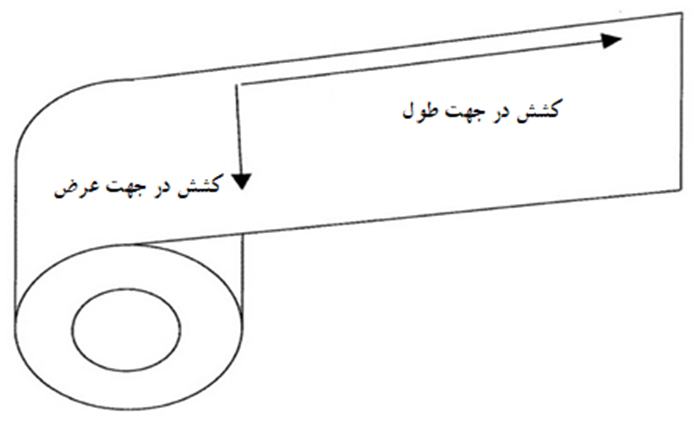
فرآیند تولید فیلم دمشی شامل مراحل اکستروژن یک لوله از طریق یک قالب حلقوی، جهتگیری لوله اکسترودشده با باد کردن آن بهمانند یک حباب و کشش آن در همان زمان است. فرآیند حباب برای PP معمولاً مربع شکل است و هر چه مربع بزرگتر باشد، عملکرد آن پایدارتر است. طیف وسیعی از ظرفیتهای تولید در دسترس است. برخی ماشینها حبابهایی با قطر چند سانتیمتر الی بالای 2 متر تولید میکنند. فرآیند دمیدن فیلم در شکل 3 نشان داده شده است. PP مذاب لولهای شکل اکسترودشده ابتدا در یک حمام آب، سردشده و سپس به مرحله دوم یعنی مرحله دمیدن منتقل میگردد؛ جایی که با دمیدن در جهت دستگاه (طولی) کشیده میشود. این ماده تغییرات شدید دمایی را متحمل میشود [2].
 شکل 3. فرآیند اکستروژن فیلم لولهای [2].
شکل 3. فرآیند اکستروژن فیلم لولهای [2].
ب) تنترینگ فیلم
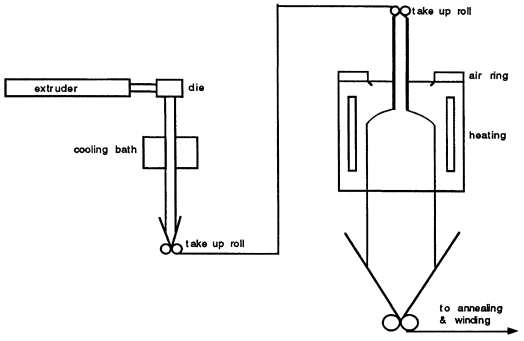
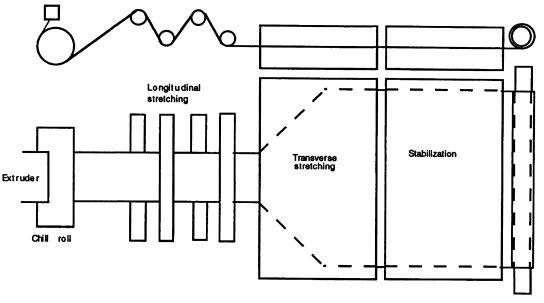
فرآیند تنترینگ شامل تشکیل فیلم اولیه در فرآیند ریختهگری و یک فرآیند کشش همزمان یا متوالی در 2 جهت عمود بر هم (طولی و عرضی) است که در شکل 4 نشان داده شده است. یک اکسترودر فیلم را با استفاده از یک پمپ برای کنترل بهینه سرعت جریان به دای میرساند. قالب معمولاً از پیکربندی coat-hanger با لبههای قابل تنظیم است که اجازه میدهد جریان مواد در خروجی دای بهطور یکنواخت توزیع گردد. فیلم مذاب در فاصله کوتاهی در هوا کشیده شده و بر روی رول سرد که با سرعت ثابت می چرخد، سرد میشود. سپس فیلم اولیه دوباره در جهتهای طولی و عرضی با حرارتدهی و باد کردن (wind-up) کشیده میشود. کشش فیلم میتواند بهصورت همزمان یا متوالی در جهات طولی و عرضی انجام گیرد. با این حال، تفاوتهای آشکاری بین این دو مشاهده شده است. خواصی مانند شفافیت، مدول و استحکام برای فرآیند متوالی کمتر است. در واقع فرآیندهای آسایش (relaxation) باعث کاهش در خواص ماده میگردد، زیرا کشش فیلم ابتدا در جهت طول است و بنابراین میتواند تا حدی توقف یابد؛ در حالی که در جهت دیگر کشیده میشود. برای بهدست آوردن خواص مطلوب در فرآیند کشش همزمان، نسبت کشش اول باید بیشتر باشد و دما پس از این کشش کاهش یابد تا آسایش را به حداقل برساند [2].
شکل 4. فرآیند تنترینگ [2]
در فرآیند کردن PP برای تولید فیلمهای شفاف و براق، عملیات خنکسازی فیلم مذاب برای تشکیل فیلم باید با بیشترین سرعت ممکن انجام شود. هر چه زمان خنکسازی کوتاهتر و دمای فیلم در خنکسازی کمتر باشد، خواص نوری فیلم بهتر است. مشخصات رایج برای فیلم اکسترودشده و رول سرد عبارتند از فیلم مذاب 0.5 الی 2 متر عرض و 0.3 الی 3 میلیمتر ضخامت، دمای فیلم مذاب 250 تا 300 درجه سانتیگراد و قطر رول سرد 0.5 تا 2.5 متر [2].
جهتگیری دو محوری سبب افزایش چقرمگی، سفتی و شفافیت، بهبود مقاومت در برابر روغن و گریس و همچنین افزایش خواص ممانعت در برابر رطوبت و اکسیژن میشود. در نتیجه مقاومت در برابر ضربه در دمای محیط و دماهای پایینتر و مقاومت در برابر ترک خمشی بهطور قابل توجهی بهبود مییابد. اندازهگیریهای DSC نشان میدهد که فاز کریستالی فیلمهای BOPP بسیار جهتدار است و نقطه ذوب بالاتری را ایجاد میکنند. فیلمهای BOPP نوعی از فیلمهای پلاستیکی هستند که در طیف گستردهای از کاربردها شامل صنایع بستهبندی، لیبلگذاری و لمینیت استفاده میشوند. این فیلمها خاصیت چاپپذیری خوبی دارند و از محصول محافظت میکنند. بهدلیل خواص مطلوب و قیمت پایین، در بستهبندی انواع مواد غذایی و سایر مواد بهصورت رولی، پاکتی یا لفاف استفاده میشوند.
 شکل 5. استفاده از BOPP در بستهبندی مواد غذایی
شکل 5. استفاده از BOPP در بستهبندی مواد غذایی
2.2. پلیپروپیلن جهتدار تک محور (Oriented Polypropylene)
فیلم OPP یک فیلم پلیپروپیلن جهتدار است. روش تولید فیلم OPP بدین صورت است که مذاب پلیپروپیلن ابتدا از طریق یک سر بلند و باریک، بهصورت ورق یا فیلم ضخیم در میآید و سپس در دستگاه کشش مخصوص، در دمای معین و سرعت تعیینشده، در یک جهت کشیده میشود. این فیلم با کشش در جهت طول و پس از خنکسازی یا عملیات دمایی مناسب تولید میشود. فیلمهای OPP دارای مدول، استحکام و چقرمگی نسبتاً بالا همراه با چگالی و هزینه کم هستند. این فیلم دارای خواص نوری عالی است که امکان چاپ روی آن را با انواع جوهرها فراهم میکند. همچنین محافظ خوبی در برابر رطوبت و اکسیژن هستند و در عین حال پوششی براق را ارائه میدهند.
 شکل 6. فیلمهای چاپپذیر
شکل 6. فیلمهای چاپپذیر
فیلمهای OPP مانند فیلمهای BOPP در برابر پارگی و رطوبت مقاوم هستند. از نظر کاربرد، این دو فیلم تقریباً یکسان هستند، زیرا تفاوت در ویژگیهای آنها اندک است. با این حال، فیلمهای OPP نسبت به BOPP انعطافپذیرتر هستند و بههمین دلیل راحتتر باز میشوند. از معایب آنها این است که محافظت کمتری در برابر خرد شدن ارائه میدهند و در برابر ضربه آسیبپذیر هستند [3].
 شکل 7. کاربردهای متنوع فیلمهای OPP
شکل 7. کاربردهای متنوع فیلمهای OPP
گردآورنده: آریا مرادی/ مرضیه خجندی
منابع
- Aniunoh, K. and G.M. Harrison, The processing of polypropylene cast films. I. Impact of material properties and processing conditions on film formation. Polymer Engineering & Science, 2010. 50(6): p. 1151-1160.
- Ajji, A. and M.M. Dumoulin, Biaxially oriented polypropylene (BOPP) processes. Polypropylene: An AZ reference, 1999: p. 60-67.
- Chen, H., M. Kortschot, and K. Leewis, The production and properties of oriented polypropylene laminates. Polymer Engineering & Science, 1994. 34(12): p. 1016-1024.