مقدمه
با وجود مزایای فراوانی که قالب گیری تزریقی دارد، اما احتمال ایجاد مشکلات با هزینه زیاد همواره وجود دارد. این مشکلات، در محصولات قالبگیری تزریقی از عیوب سطحی جزئی تا مشکلات جدیتر در کیفیت محصول را شامل می شود که میتواند بر ایمنی و عملکرد محصولات تأثیرات نامطلوبی بگذارد[1]. مشکلات ایجاد شده می توانند ناشی از مشکلات مربوط به فرآیند قالب گیری، استفاده از مواد، طراحی ابزار یا ترکیبی از هر سه باشند. ازینرو،مانند هر مشکل کیفی دیگری، دانستن چگونگی بروز عیوب نیمی از راه حل مشکلات است. بهعنوان واردکننده یا تولید کننده محصولات قالبگیری تزریقی، آگاهی از عیوب رایج قالبگیری و نحوه جلوگیری از آنها میتواند در کاهش هزینههای مربوط به کالاهای غیرقابل فروش و همچنین بازگشت محصولات کمک کند[2].
رایج ترین نقص های قالب گیری تزریقی
1- خطوط جریان(Flow Lines)
خطوط جریان، از موارد عیوب قالبگیری هستند که بر روی سطح محصول حالت موج دار ایجاد می کنند که به عنوان نوعی پرش قورباغهای ناشی از جریان آهسته مذاب شناخته میشوند[3].
خطوط جریان به صورت یک الگوی موج دار ظاهر می شوند که اغلب با رنگ کمی متفاوت از ناحیه اطراف و به طور کلی در بخش های باریک تر از اجزای قالب گیری شده ظاهر می شوند. آنها همچنین ممکن است به صورت نوارهای حلقه ای شکل روی سطح محصول در نزدیکی نقاط ورودی قالب یا درگاه ظاهر شوند، که مواد مذاب از آن عبور می کند. خطوط جریان معمولاً بر یکپارچگی مؤلفه تأثیر نمی گذارند. اما اگر در برخی از محصولات مصرفی حساس مانند عینک های آفتابی یافت شوند، می توانند ناخوشایند وغیرقابل قبول باشند.

شکل 1 خطوط جریان ایجاد شده در قالب گیری تزریقی [4].
دلایل:
این نقص ناشی از سرعت متغیری است که پلاستیک مذاب با تغییر جهت از طریق خطوط و خم شدن داخل ابزار قالب، ایجاد می کند. همچنین زمانی که جریان مذاب در قسمت هایی با ضخامت های متفاوت جریان می یابد یا وقتی که سرعت تزریق خیلی کم است که این سرعت کم باعث جامد شدن مذاب در سرعت های مختلف می شود، این عیب مانند شکل 1 قابل مشاهده است.
راه حل ها:
- افزایش سرعت تزریق، فشار و دمای مواد، جهت اطمینان از اینکه قبل از سرد شدن مواد قالب را پر می کنند.
- گرد کردن گوشه های قالب یعنی جایی که ضخامت دیواره افزایش می یابد برای کمک به ثابت نگه داشتن نرخ جریان مذاب و جلوگیری از خطوط جریان
- قرار دادن دریچه های قالب در جایی که فاصله بیشتری بین آنها و قالب خنک کننده ایجاد شود تا به جلوگیری از خیلی زود سرد شدن در حین جریان کمک کند.
- افزایش قطر نازل جهت افزایش سرعت جریان و عدم سرد شدن سریع
2- علائم سوختگی(Burn Marks)
وقتی اتفاق می افتد که گاز موجود در حفره در زمان مناسب خارج نمی شود که در نتیجه باعث سیاه شدن در انتهای جریان می شود.
علائم سوختگی معمولاً به صورت تغییر رنگ سیاه یا قهوه ایروی لبه یا سطح یک قطعه پلاستیکی قالبگیری شده ظاهر میشوند. در قطعات قالبگیری شده با تزریق پلاستیک معمولاً علائم سوختگی بر یکپارچگی قطعه تأثیر نمیگذارد، مگر اینکه پلاستیک تا حد تخریب سوخته شود.

شکل 2 علائم سوختگی ایجاد شده در قالب گیری تزریقی [3].
دلایل:
- هوای محبوس شده
- گرم شدن بیش از حد پلاستیک داخل حفره قالب
- سرعت تزریق بیش از حد
راه حل ها:
- کاهش دمای قالب
- به حداقل رساندن سرعت تزریق
- بزرگ کردن خروجی های دریچه ها تا هوای محبوس شده از قالب خارج شود[5].
- استفاده از مستربچ های آنتی اکسیدانت به منظور به تاخیر انداختن سوختگی
3- تاب برداشتن(Warping)
به اعوجاج قطعات قالب گیری شده گفته می شود. تاب برداشتن تغییر شکلی است که می تواند در محصولات قالب گیری تزریقی زمانی که قسمت های مختلف یک جزء به طور ناهموار منقبض می شوند، رخ دهد. همانطور که چوب می تواند در هنگام خشک شدن به طور ناموزون تاب بخورد، پلاستیک و سایر مواد نیز می توانند در طول فرآیند خنک سازی، زمانی که انقباض ناهموار فشار بی موردی را بر نواحی مختلف قسمت قالب گیری وارد می کند، تاب بخورند. این تنش ناخواسته منجر به خم شدن یا پیچش قطعه تمام شده در هنگام سرد شدن می شود. این موردخصوصا در قسمتی که قرار است قطعه صاف باشد مشهود است.
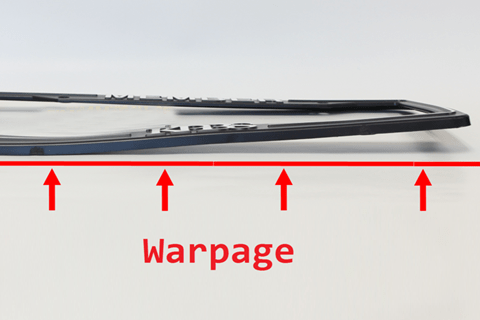
شکل 3 نمونه ای از تاب برداشتن [3]
دلایل:
- قسمت خارج شده خیلی داغ باشد.
- تعادل دمایی نامناسب بین دمای هسته و حفره
- متراکم شدن بیش از حد در دریچه ها به دلیل فشار تزریق بالا
- طراحی نامناسب قطعه
- طولانی بودن بیش از حد جریان [6]
راه حل ها:
- اطمینان حاصل کردن از کافی بودن زمان خنک سازی
- پایین آوردن دمای مواد یا قالب.
- استفاده از مستربچ ضد اعوجاج قطعات تزریقی پلیمری
4- جتینگ (Jetting):
نوعی تغییر شکل مارگونه است و زمانی ایجاد می شود که اندازه دروازه بسیار کوچک بوده و در نتیجه سرعت پر شدن بسیار سریع باشد[7].
جت کردن به نوعی تغییر شکل در یک جزء قالبگیری شده اشاره دارد که میتواند زمانی رخ دهد که یک جت کردن اولیه از مواد مذاب به داخل حفره قالب تزریق شود که قبل از پر شدن حفره شروع به جامد شدن میکند. جت کردن اغلب به عنوان یک خط خمیده در سطح جزء نهایی ظاهر می شود که معمولاً از دروازه اولیه تزریق منتهی می شود. این الگوی جریان قابل مشاهده می تواند منجر به ضعف بخشی از قطعه شود.
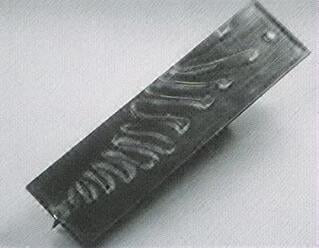
شکل 4 جتینگ در فرآیند تزریق [8]
راه حل ها:
- افزایش دماهای قالب و مواد
- کاهش اندازه راهگاه جهت کم کردن سرعت تزریق
- مطمئن شدن از برقراری میزان تماس مناسب بین پلاستیک مذاب و قالب
- استفاده از مستربچ روان کننده سطح
5- فرو رفتگی(Sink Marks)
یکی دیگر از نقص هایی که منجر به کاهش زیبایی قطعه در سطح قالب می شود (مانند شکل 5)، به صورت فرورفتگی و معمولاً در بخش های ضخیم تر قالب است. علت اصلی معمولاً انقباض مواد پلی پروپیلنی در طول فرآیند کریستالیزاسیون است.

شکل 5 پدیده فرورفتگی در فرآیند تزریق [8]
دلایل:
- فشار تزریق ناکافی
- کافی نبودن زمان نگه داری
- عدم کافی بودن مقدار مواد
- سرعت تزریق زیاد بیش از حد
- کم بودن زمان سرد شدن
- بالا بودن دمای ذوب یا قالب
- طراحی نامناسب دریچه یا محل نامناسب دریچه
- طراحی ضعیف قطعه، دیوارهای غیر یکنواخت و یا ضخامت بیش از حد دیوار
راه حل ها:
- افزایش فشار و زمان نگه داری تا مواد نزدیک سطح قطعه خنک شود.
- افزایش زمان خنک شدن جهت کاهش فرورفتگی
- قالب خود را با دیوارههای اجزای نازکتر طراحی کنید تا امکان خنکسازی سریعتر در نزدیکی سطح فراهم شود.
- کاهش سرعت تزریق
در بخش دوم مقاله پنج مورد دیگر از نقص های رایج قالب گیری تزریقی بررسی خواهد شد.
گردآونده: عماد ایزدی وصفی/ جمال الدین شاکری
منابع
- Khosravani MR, Nasiri S. Injection molding manufacturing process: Review of case-based reasoning applications. Journal of Intelligent Manufacturing. 2020 Apr;31(4):847-64.
- https://www.intouch-quality.com/blog/injection-molding-defects-and-how-to-prevent
- https://www.creativemechanisms.com/blog/what-cause-injection-molding-defects-and-how-to-fix-them
- http://www.veejayplastic.com/blog/troubleshooting-injection-molding-defects/
- https://www.hmcpolymers.com/troubleshooting-new
- https://www.immould.com/common-injection-molding-problems-and-solutions/
- Kashyap S, Datta D. Process parameter optimization of plastic injection molding: a review. International Journal of Plastics Technology. 2015 Jun;19(1):1-8.
- https://waykenrm.com/blogs/plastic-injection-molding-problems-and-solutions/